El Sistema: Fricción en Prensa Estopa y Mergollar
En el sector naval, el correcto funcionamiento del sistema de propulsión es vital para resguardar la seguridad de la navegación. El eje de cola transmite el torque cinético directo desde el bloque motor hacia la hélice propulsora. El punto crítico ocurre donde el eje atraviesa el casco, gobernado por la prensa estopa y el mergollar.
Esta empaquetadura mecánica requiere un ajuste de presión constante para dosificar el ingreso controlado de agua marina con fines de enfriamiento y lubricación. Inevitablemente, este ajuste genera fricción continua, disipación de calor y abrasión severa localizada sobre la pista metálica del eje.
El Problema: Pérdida de Tolerancias y el Riesgo de Soldar
El eje evaluado de 4 pulgadas manifestaba una marcada pérdida de diámetro y deformación superficial en la zona de contacto, induciendo vibraciones mecánicas dañinas y elevaciones térmicas críticas. Tradicionalmente, se recurre al relleno con soldadura eléctrica; sin embargo, el aporte térmico introduce esfuerzos residuales severos que tuercen o desalinean el eje de manera irreversible.
La Solución: Reconstrucción Dimensional en Frío
Se optó por un proceso de soldadura química en frío montando directamente el eje sobre el torno mecánico del taller para garantizar la máxima concentricidad geométrica:
Polímero de Reconstrucción Mecánica
Resimac 201 Ceramic Repair Paste
Masilla epóxica bicomponente con alta densidad de carga cerámica. Diseñada específicamente para rellenar surcos y desgastes por fricción metálica. Destaca por su nula contracción y su completa capacidad para ser torneada y pulida con herramientas de corte convencionales.
Ver ProductoSecuencia de Ejecución Mecánica
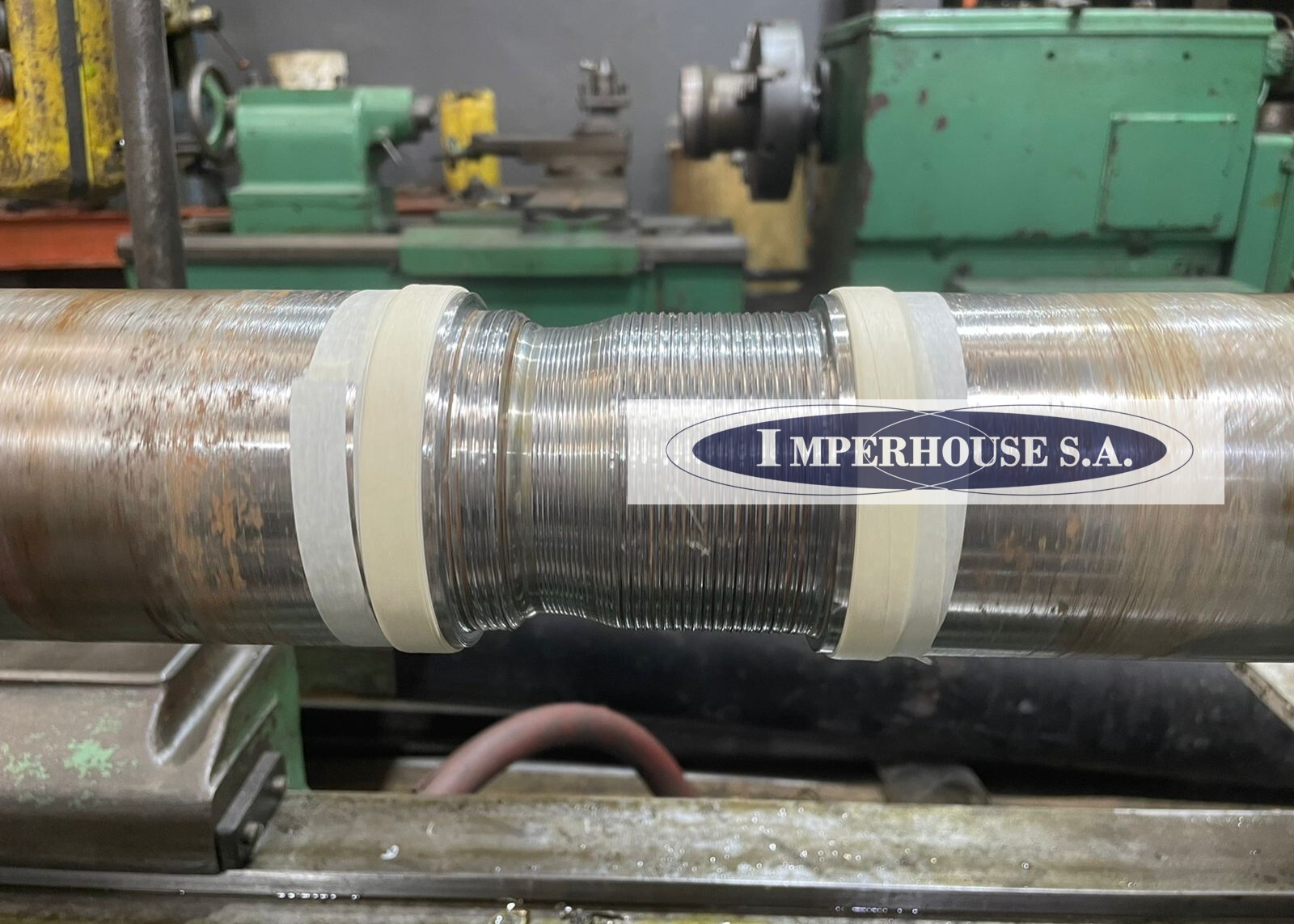
1. Desbaste e Hilado Fino: Se rebajó uniformemente la zona afectada en el torno para eliminar imperfecciones y se labró un roscado fino para maximizar el anclaje mecánico del polímero.
2. Limpieza Química: Desengrasado total con solvente industrial libre de residuos.
3. Aplicación con Sobremedida: Se aplicó la masilla cerámica Resimac de forma compacta para evitar entrampes de aire, dejando material excedente.
4. Torneado Final: Tras el curado químico, el tornero desbastó la resina epóxica hasta recuperar con precisión milimétrica las micras y el diámetro circular exacto requerido por el buje de la prensa estopa.
Ventajas Operativas y Ciclo de Vida
La reparación tomó apenas **2 horas de trabajo directo** una vez finalizado el maquinado previo, permitiendo al barco cumplir con los estrictos plazos de su ventana de mantenimiento en astillero sin incurrir en la costosa fabricación de una barra de acero nueva.
Evidencias del Torneado y Reconstrucción del Eje
Registro fotográfico del proceso de rectificación geométrica en torno y el aspecto final tras el mecanizado de precisión de la resina Resimac. Haz clic en cualquier imagen para abrirla en detalle: