En la industria naval, el correcto funcionamiento del sistema de propulsión es fundamental para la operación segura y eficiente de cualquier embarcación. Dentro de este sistema, uno de los componentes más críticos es el eje de cola, encargado de transmitir el movimiento desde el motor hacia la hélice.
Sin embargo, existe un punto particularmente sensible en este sistema: la zona donde el eje atraviesa el casco del barco. En esta sección se encuentra el sistema de prensa estopa, cuya función es controlar el ingreso de agua al interior de la embarcación, permitiendo la lubricación y enfriamiento del eje sin comprometer la seguridad del equipo.
En este caso de estudio se presenta la recuperación de un eje de cola de 4 pulgadas de diámetro, afectado por desgaste en la zona de contacto con el sistema de sellado, utilizando tecnología de reparación en frío sin necesidad de soldadura.
El sistema de prensa estopa es un mecanismo mecánico de sellado que utiliza un material interno conocido como mergollar, el cual entra en contacto directo con el eje.
Este sistema cumple una doble función:
El mergollar genera presión sobre el eje para asegurar el sellado, lo que inevitablemente produce fricción.
Con el tiempo, esta fricción constante se convierte en un factor de desgaste crítico.
El eje intervenido, con un diámetro de 4 pulgadas y una longitud de 2.5 metros, presentaba desgaste en la zona de contacto con el sistema de prensa estopa.
Este desgaste es un fenómeno común en embarcaciones y se produce principalmente por:
A medida que el mergollar se ajusta para controlar el ingreso de agua, aumenta la presión sobre el eje, acelerando el desgaste.
Con el tiempo, este desgaste genera:
Si no se corrige a tiempo, puede derivar en fallas más graves, incluyendo la ruptura del eje.
En Ecuador, las embarcaciones deben ingresar a mantenimiento aproximadamente cada dos años. Durante estas ventanas, se inspeccionan componentes críticos como el eje de cola.
En este caso, el cliente identificó el desgaste, pero enfrentaba una limitación importante:
👉 no había tiempo suficiente para fabricar un eje nuevo
El proceso de reemplazo implica:
Esto puede tomar semanas, lo cual no siempre es compatible con los tiempos de mantenimiento del barco.
Una alternativa común en la industria es la recuperación mediante soldadura. Sin embargo, en este tipo de aplicaciones no es recomendable.
La soldadura introduce calor en el material, lo que puede generar:
En un eje de cola, incluso pequeñas deformaciones pueden provocar problemas graves en la operación.
Por esta razón, el cliente requería una solución que permitiera recuperar el eje sin aplicar calor.
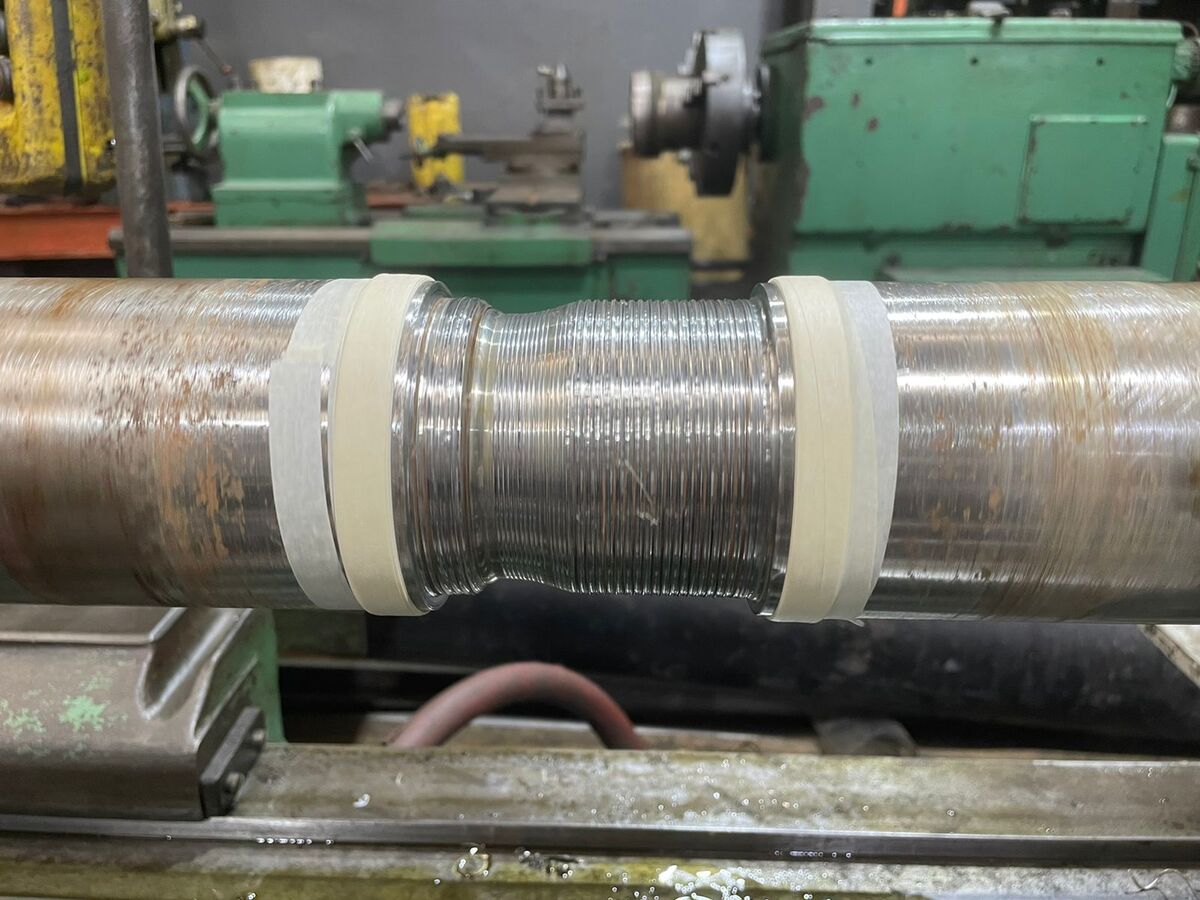
La solución implementada fue la recuperación del eje mediante el uso de Resimac 201 Ceramic Repair Paste, una masilla epóxica con carga cerámica diseñada para resistir desgaste por fricción.
Este tipo de material permite:
La preparación del eje se realizó directamente en torno, siguiendo un proceso controlado:
Este proceso garantiza que el material epóxico tenga una adecuada fijación al sustrato.
El material Resimac 201 Ceramic Repair Paste fue aplicado directamente sobre el eje mediante capas sucesivas.
Se trabajó dejando una sobremedida, lo que permite posteriormente recuperar la dimensión exacta mediante mecanizado.
Una vez aplicado el material, se procedió a:
En algunos casos, se realiza un pulido final para alcanzar la rugosidad adecuada.
Uno de los principales beneficios de esta solución es la rapidez.
El proceso de aplicación tomó aproximadamente:
👉 2 horas de trabajo, una vez preparada la superficie
Este tiempo puede coordinarse fácilmente con el trabajo del tornero, optimizando el proceso total.
La intervención permitió:
Además, el sistema volvió a operar correctamente, controlando el ingreso de agua sin generar fugas excesivas.
En condiciones normales, el eje continúa en operación hasta el siguiente mantenimiento programado.
En este caso, se han observado resultados donde el recubrimiento:
Esto depende en gran medida de las condiciones de operación y del cuidado durante el montaje.
Es importante tener en cuenta que, aunque el material es altamente resistente, también presenta características particulares:
Por esta razón, se recomienda manejar el eje con precaución durante su instalación.
El principal beneficio de esta solución no es solo técnico, sino operativo.
El cliente logró:
En la industria naval, cada día en astillero representa costos elevados, ya que los talleres cobran por permanencia.
Gracias a esta solución, el cliente pudo reducir significativamente estos costos.
Aunque esta reparación permite extender la vida útil del eje, se recomienda que el cliente planifique el reemplazo en el siguiente mantenimiento.
Una buena práctica es:
Esto permite optimizar tiempos y costos en futuras intervenciones.
Este caso demuestra que es posible recuperar ejes desgastados de manera rápida, segura y eficiente utilizando tecnologías de reparación en frío.
La aplicación de materiales epóxicos cerámicos permite:
En aplicaciones críticas como sistemas de propulsión naval, este tipo de soluciones representan una alternativa altamente efectiva frente a métodos tradicionales.